Rolling element bearing defects are typically artifacts of mechanically induced stresses or lubrication issues that create small cracks or defects within the mechanical components of the bearing, leading to increased vibration. Figure 1 provides some examples of rolling element bearings and depicts a couple of the defects that can occur.
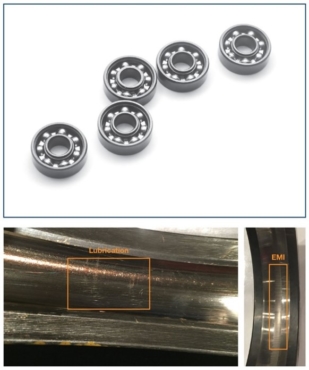
Figure 1. Examples of (top) rolling element bearings and (bottom) lubrication and discharge current defects.
Why are rolling element bearing failures a concern?
Rolling element bearings are found in almost all types of rotating machinery, ranging from large turbines to slower rotating motors all the way from relatively simple pumps and fans to high speed CNC spindles. Bearing defects can be a sign of contaminated lubrication (Figure 1), improper installations, high frequency discharge currents (Figure 1), or increased loading from the system. Failures can cause catastrophic system damage and have significant impacts on other system components.
How are rolling element bearing faults detected and diagnosed?
There are a number of techniques used to diagnose bearing faults and because of the physics behind bearing design, each bearing’s defect frequencies can be computed based on the bearing geometries, the speed of rotation, and the defect type, which aids in diagnosing faults. Bearing defect frequencies are listed in Figure 2.
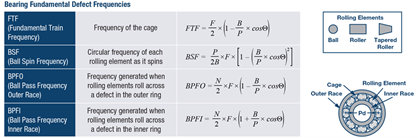
Figure 2. Bearing defect frequencies are dependent on the bearing types, geometries, and rotation rates.
Analysis of the vibration data from a particular machine or system often relies on a combination of both time and frequency domain analysis. Time domain analysis is useful for detecting trends in the overall increase of system vibration levels. However, very little diagnostic information is contained in this analysis. Frequency domain analysis improves diagnostic insights, but identifying the fault frequencies can be complex due to influences from other system vibrations.
For early diagnosis of bearing defects, harmonics of the defect frequencies are used to identify the early stage, or incipient, faults so that they can be monitored and maintained before a catastrophic failure. In order to detect, diagnose, and understand the system implications of a bearing fault, techniques such as envelope detection, shown in Figure 3, combined with spectral analysis in the frequency domain typically provide more insightful information.
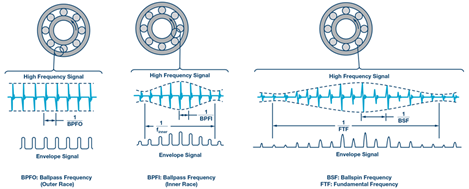
Figure 3. Techniques such as envelope detection can extract early bearing defect signatures from wide bandwidth vibration data.
What system specifications must be considered when diagnosing a rolling element bearing fault?
Low noise and sufficient resolution are critical to the detection of early-stage bearing defects. Typically, these defect signatures are low in amplitude during the onset of a defect. Mechanical slip, inherent to bearings due to design tolerances, further reduces the magnitude of the vibrations by spreading amplitude information across multiple bins in the frequency response of a bearing, thus requiring low noise to detect the signals earlier.
Bandwidth is critical for early detection of bearing defects. An impulse containing high-frequency content is created each time the defect is struck during a revolution (see Figure 3). Harmonics of the bearing defect frequencies, not the rotational rate, are monitored for these early stage faults. Because of the relationship of the bearing defect frequencies to rotation rates, these early signatures can occur in the several kilohertz range and extend well beyond the 10 kHz to 20 kHz range. Even for lower speed equipment, the inherent nature of bearing defects requires wider bandwidths for early detection to avoid influences from system resonances and system noise that influence the lower frequency bands.
Dynamic range is also important for bearing defect monitoring as system loads and defects can impact the vibrations experienced by the system. Increased loads lead to increased forces acting on the bearing and the defect. Bearing defects also create impulses that excite structural resonances, amplifying the vibrations experienced by the system and the sensor. As machines ramp up and down in speeds during stop/start conditions or normal operation, the changing speeds create potential opportunities for system resonances to become excited, leading to higher amplitude vibrations. Saturation of the sensor can result in missing information, misdiagnosis, and—in the case of certain technologies—damage to the sensor elements.
This tip adapted from the technology article found here.